

What is a Honing Tool & Single Pass Honing Tool
The purpose of the hone tool is to transmit the power generated by the machine to the work piece. Honing will correct the bore for taper, size, finish and straightness, but cannot normally correct axial alignment or location.
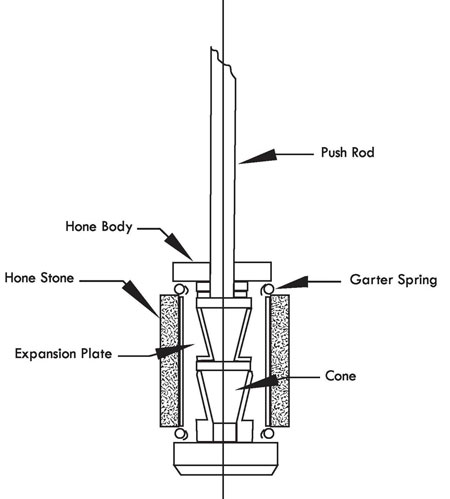
The tool consists of a spindle nose adaptor, a drive shaft, and the hone body. The hone body contains a cone attached to a push rod. See the drawing of a typical hone tool on the next page
The push rod, inside the drive shaft, is moved up or down in the hone body by a motor or hydraulic cylinder. The actuator is located in the head. As the conemoves down, it pushes the expansion plates outward, expanding the stones. The abrasive stones are used to remove the stock material from the work piece. The garter springs are used to keep the stones in the tool and to collapse the stones when the tool is removed from the bore.
The hone tools may use super-abrasives or vitrified stones for rough honing, semifinishing and final honing. Peak honing typically requires only the roughing operation. Plateau honing (putting a "plateau" on top) requires fine stones to remove the peaks. Some hone tools have both roughers and finishers in a single tool.
Hone Guides
The hone guides are part of the honing tool. They are used to protect the hone stones when entering or leaving the bore and prevent the metal of the hone tool from contacting the bore surface. The guides must be checked frequently for wear or pick up of foreign material. Honing stones are typically collapsed below the size of the guides when withdrawing to protect the stones and the hone guide bushing.
Hone Guide Bushing
The hone guide bushing is mounted to a fixed bracket on the front of the column. The function of the hone guide bushing. is to guide hone tool into the center of the bore. The bushing is typically made from hardened steel or carbide. Carbide is used when the hone guide bushing is also a "collapse bushing". These are used to force the stones back flush with the tool body when the tooling is too small to have garter springs.
Adjustable Cone
When honing blind bores, an adjustable cone may be used to expand the bottom of the stones to account for wear and to keep the bottom at size. Blind bore over travel shown above. Notice the stones cannot travel past the bottom as in through bores. This will cause uneven stone wear and a taper at the bottom of the part. The problem can be helped by the use of an adjustable cone and by the use of dwell at the bottom.
Single Pass Honing Tools
The hone tool may consists of a diamond abrasive boring bar which is constructed from an expandable soft cast iron sleeve permanently coated with 100/120 grit of natural diamond abrasive or it may be a sintered sleeve which has abrasive embedded in it. The tool is expandable, to compensate for diamond sleeve wear. The arbor contains passages for coolant flow to the grooves in the sleeve. The hone tool passes through the bore once and is withdrawn.
This machine uses a floating type hone tool that self-aligns with the existing bore. The tool is designed for honing open bores which have been generated by a previous machining. operation. The tool can correct a bore that is run-out, tapered and out-of-round conditions. The tool produces straight, round, un-tapered holes in one down stroke.
The hone guide bracket and bushings are mounted to a fixed bracket mounted to the front of the column. The function of the hone guide bracket is to guide the hone tool into the bore. The bushing is machined to allow coolant to flow to the single pass hone tool.




PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS unterstützt Hersteller in einer Vielzahl von Branchen, in denen Präzisionsschleifen, Läppen, Polieren, Entgraten und Bearbeitungsgeräte für fortgeschrittene Werkstoffe häufig eingesetzt werden. Sie alle benötigen hochwertige, hochpräzise, stabile und ausgereifte Maschinen, um hochwertige Werkstücke herzustellen.
Zur HomepageLapmaster Wolters
1948 in Chicago als Hersteller von Läpp- und Poliermaschinen für den Gleitringdichtungsmarkt gegründet, hat sich Lapmaster zu einem weltweiten Lösungsanbieter für mehr als 20 Branchen wie Präzisionsoptik und moderne Materialien entwickelt.
Zur HomepageISOG
Seit Mai 2020 gehört die Marke ISOG zu der weltweit agierenden Precision Surfacing Solutions Gruppe. Damit stärkt die PSS Gruppe ihre Position als führender Anbieter für hochwertige Technologien zur Oberflächenveredelung.
Zur HomepageELB-Schliff
Die ELB-KEHREN GmbH (ehem. ELB-Schliff Werkzeugmaschinen GmbH) produziert seit über 70 Jahren Flach- und Profilschleifmaschinen. Das Unternehmen wurde von Edmund Lang in Babenhausen gegründet, woraus der Name "ELB-Schliff" entstand.
Zur Homepageaba Grinding
Die Firma aba wurde 1898 unter dem Namen Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg gegründet, daher die Initialen aba. Heute konzentriert sich die aba Grinding Technologies ausschließlich auf die Weiterentwicklung und Produktion von Präzisionsflächen- und Profilschleifmaschinen.
Zur HomepageREFORM
Die ELB-KEHREN GmbH mit der Marke REFORM hat sich am Standort Aschaffenburg auf den Vertrieb, die Entwicklung und die Produktion von Schleifmaschinen für verschiedene Anwendungen spezialisiert.
Zur HomepageKEHREN
KEHREN wurde 1934 gegründet und ist ein etablierter Entwickler und Hersteller von Präzisionsschleifmaschinen und -systemen in den folgenden Kategorien: Vertikalschleifzentren, Vertikalschleifzentren in Portalbauweise, Flachschleifmaschinen mit Rundtischen und horizontalen Spindeln sowie Flachschleifmaschinen mit Doppelrundtischen und Vertikalspindeln.
Zur HomepageMicron
Die seit 2009 in Deutschland produzierten MICRON-Maschinen sind kompakte und dynamisch steife Schleifmaschinen, die speziell für das Profilschleifen entwickelt wurden. MICRON ist ein Branchenführer in der Bearbeitung von Hydraulikkomponenten wie Statoren, Rotoren und Van-Pumpen.
Zur HomepagePeter Wolters
Peter Wolters wurde 1804 in Deutschland gegründet und produziert seit 1936 Läpp-, Polier- und Feinschleifmaschinen. 2019 übernimmt die Precision Surfacing Solutions Group das Wafering Equipment- und Servicegeschäfts für Photovoltaik- und Spezialsubstratmaterialien von Meyer Burger. Weitere Informationen erhalten Sie unter: www.precision-surface.ch
Zur Homepage